“
Хорошая новость! Вышла виндоус версия turboCNC5 поддерживающая работу с контроллером VRI-cnc …. Автор статьи CrowScout“
“
Хорошая новость! Вышла виндоус версия turboCNC5
поддерживающая работу с контроллером VRI-cnc на 555тм7 автор
Ветров Роман
Скачать в формате lay (Sprint Layout 5.0)
плау UR3VCD (Данил Авраменко) http://vri-cnc.ru/load/platy/UR3VCD_V2.0.rar
Старая DOS версия тоже поддерживала этот контроллер но не многие знали
это.
Попробую обобщить собственный опыт работы с этой программой с инфой из
инета.
Эта программа может составить конкукренцию программе Романа. В чём-то
она превосходит её, а в чём-то проигрывает.
+ плюсы
- при работе из доса можно более точно установить значения таймеров и
сделать их короче. От этого ход будет более равномерным. - дос версия программы полностью бесплатна. 60 уе стоят исходники (не знаю,
кому это нужно) - поддерживает контроллер степ-дир и контроллер на ТМ7
- весь интерфейс LPT полностью настраивается. в смысле на любую команду
можно выбрать пин порта. - поддерживает работу с концевиками (говорят очень удобно – сам не пробовал
пока)
Скачать можно тут – http://www.dakeng.com/tcnc_lt.zip
мануал
на английском – http://www.dakeng.com/man/turbocnc.html - !!! использует настраиваемый ускорение-разгон. (просто заглядение !)
- наверное единственная в инете программа кот может работать с контроллером
на тм7 (кроме программы Романа Ветрова VRI-CNC.ru)
появилась новая виндоус-версия – 5 (TurboCNC5 демка ограничена 200
строк кода)
Скачать можно тут – http://www.turbocnc.com.br/index.php?content=download&lang=EN
– минусы-
- TurboCNC5 демка ограничена 200 строк кода.
- Интерфейс и мануал только на аглицком. Инфы на русском по настройке почти
нет. - нет внутреннего 3D просмотра.
- понимает только готовый Г-код.
- нет графического интерфейса управления осями в наладке. (нужно
привыкнуть)
Ниже я опишу как настроить программу для работы с контроллером на
ТМ7.
…но сначало несколько отступлений.
Свой станок я собрал
недавно просто для тренировки и что б научиться работать с программами и
подобрать свой “комплект”.
Шпинделя пока нет, но тренироваться уже можно.
Направляющие – от пишущих машинок – хлипкие. Движкии – от кассовых аппаратов.
Рисовать и сверлить платы пойдёт.
так что опыта работы со станком у меня нет.
— надеюсь на вашу помощь и поправте меня, если я где-то буду не
прав.
ДОС версия запускается из доса : )
из винды он
тоже запускается, но не факт что порт будет работать.
Измените ваш
CONFIG.SYS файл, чтобы включить в начальной загрузке EMM386.EXE,
HIMEM.SYS, RAMDRIVE.SYS, драйвер мыши. Программы кэширующие диск не
нужны(smartDrive.com).
надеюсь не нужно учить вас работе в досе.
Вход в меню в dos версии –
F10
1) Выберем количество осей – F10 -> Configure -> Number of Axes – 3
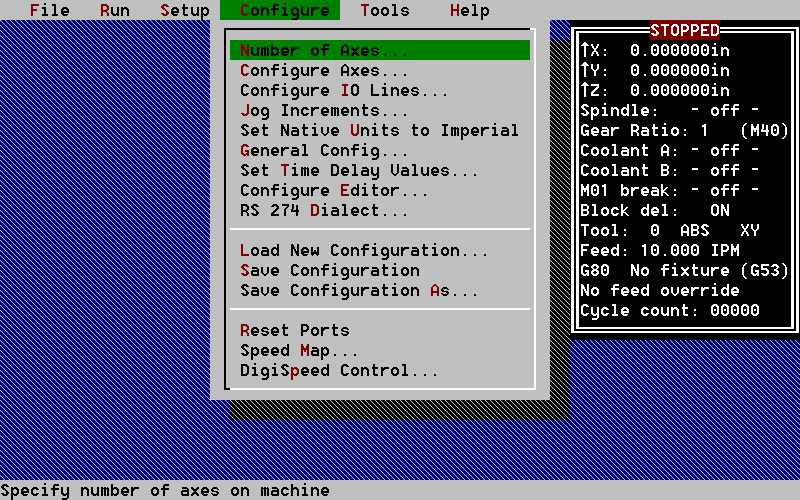
(у меня их пока три).

2) нужно установить систему измерения в
миллиметрах (а не в дюймах).
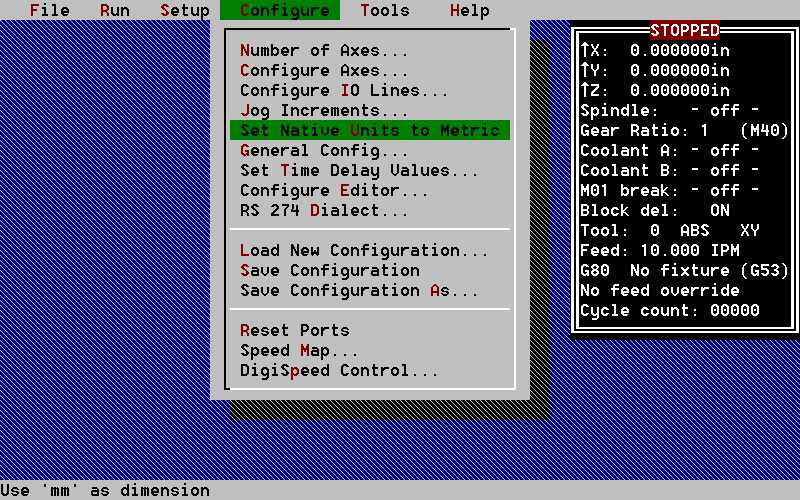
То же в винде…
3) сконфигурируем порт для работы
с осями через ТМ7.
F10
– > Configure – > Configure Axes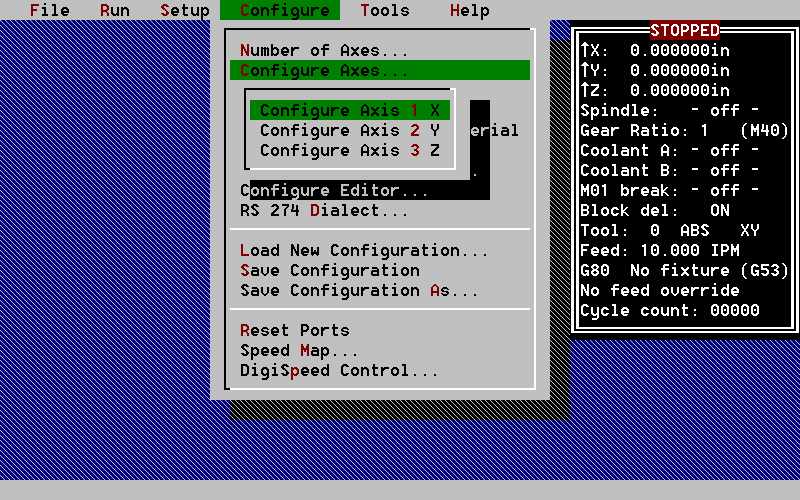
Ось Х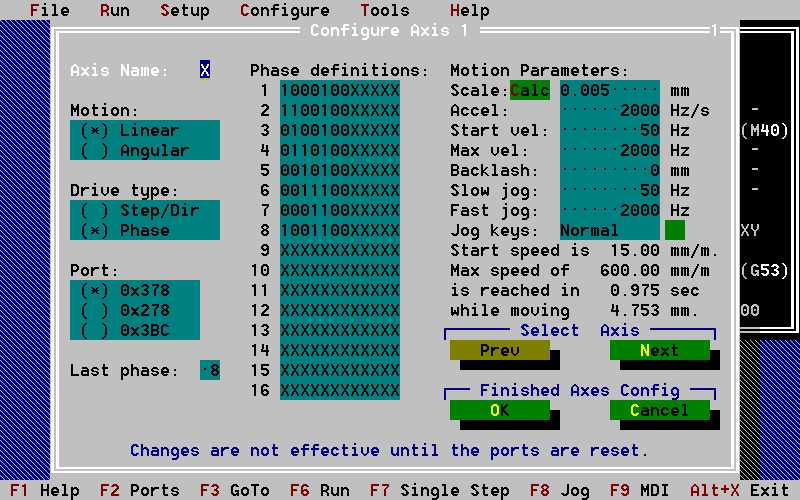
Ось Y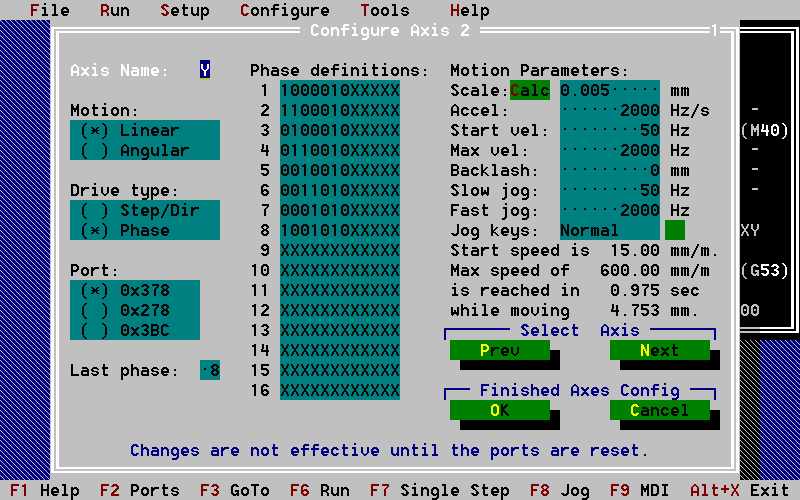
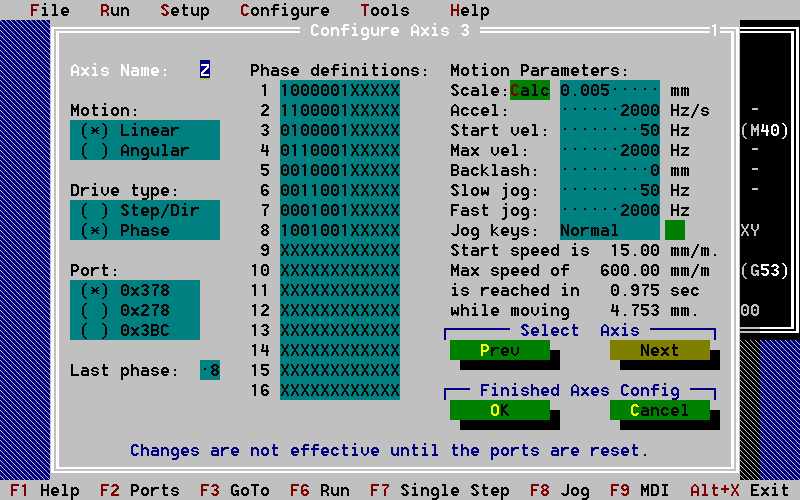
Ось Z
То же в винде:
поясню для тех кто не в курсе.
Тип драйвера-Drive Type– в нашем
случае это не степ-дир (step-dir), а
фаза (Phase).
Порт– 0х378
последняя фаза (Last Phase) – 8 (если исползовать полушаг); – 4
для полного шага.
Pin state: Х Х Х Х X X X X X X X X (from Phase definition
1)
Pin ID: 2 3 4 5 6 7 8 9 1 14 16 17 –
соответствие позиции знака Х номеру пин порта (ноги LPT)
2, 3. 4,
5 пин – это номера обмотки каждого двигатееля
6 –
ШД_Х
7 – ШД_Y
8 – ШД_Z
(9
– зарезервирован для включения шпинделя, тут не используем)
- для полного шага очерёдность включения обмоток
будет такой:
– 1000 – 0100 – 0010 – 0001 – (всего
используем 4 фазы)
за каждый шаг работает только одна обмотка
–
снижено потребление тока но и мощность двигателя снижена тоже. - либо такой
– 1100 – 0110 – 0011 –
1001.
за каждый шаг работает одновременно две обмотки.
Повышенно потребление тока и повышена мощность двигателя. - для полушага –
1000 – 1100 –
0100 – 0110 – 0010 – 0011 – 0001 – 1001 – (всего 8 фаз – комбинаций)
поочерёдно включены то одна – то две обмотки.
Каждый нечётный
шаг мощность снижена, каждый чётный – увеличена.
при полушаге получается за один оборот вала –
точность в два раза выше, но и максимальная частота вращения двигателя будет
ниже чем при полном шаге – будут пропуски.
Всего допускается 16 фаз. можно
сделать четверть-шаг. (Но по-моему это лишнее).
- итак включением обмоток занимаются левые 4 пина (2, 3, 4, 5)
- для оси Х во всех фазах должен быть включен пин 6=1, а пины 7 и 8=0 –
отключены ( 100 ) - для оси Y – 7=1, 6 и 8 =0 ( 010 )
- для Z 6 и 7=0, 8=1 (001)
логика должна быть уже понятна.
нажатием F2
вызывается монитор порта. но если вы тупо настроите фазы как на скриншотах то он
не понадобится.
- Здесь же настраиваются параметры перемещения для каждой оси.
(Motion Parametrs) - Масштаб (Scale) – на
сколько милиметров перемещается ось при одном шаге двигателя.
(шаг резьбы
ходового винта делить на количество шагов на один оборот двигателя )
напр у
меня шпильки M6. Шаг резобы – 1 мм. при полушаге – 200 шагов на оборот.
получаем 1 / 200 = 0,005 мм.
в ДОС версии для этого сложного расчёта в
этой же строке естькалькулятор (Calc). - Ускорение (accel) . вроде
ясно. - Стартовая скорость (Start vel)
- Максимальная скорость (Max
vel) - Люфт (Backlash) – если знаете,
сколько люфт – выставляете здесь.
Лучше по микрометру – при одиночных
шагах туда-сюда ось должна двигаться на величину шага. - Медленный толчок (Slow Jog) –
на этой скорости едет в наладке по
F8 в режиме Continuo.
(режим меняется кнопкой
на
Discrete). Движется пока держите
кнопку.
- Быстрый толчок (Slow Jog) – на
этой скорости в наладке по F8 в режиме Descrete .
(режим меняется кнопкой
на
Continuo).
- В виндоус версии для настройки ускорений и скоростей есть кнопка
4) настроим величину толчкового перемещения для работы в
наладке. На столько мм ось проедет в наладке при однократном
нажатии на
кнопку влево-вправо, вверх-вниз, Page
Up-Page down. (F8, режим – Descrete)
F10 – > Configure – >
Jog Incriments
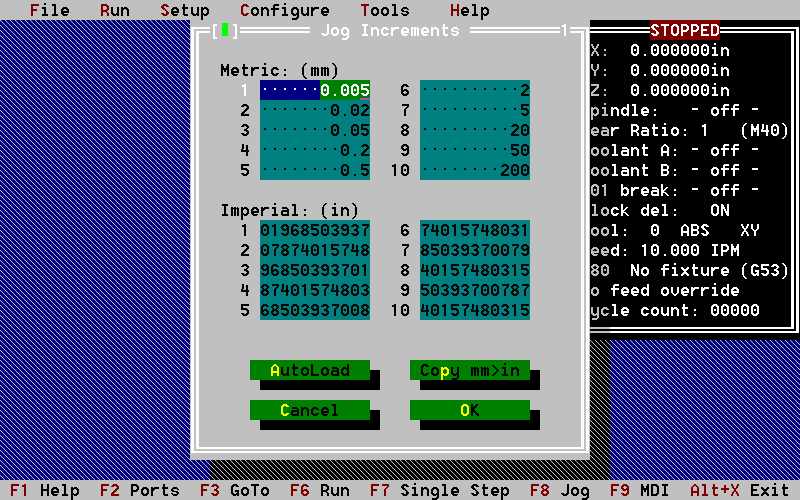
Лучше всего нажать сначала на
, а потом на in >
.
В режиме наладки (F8) выше установленные дескретные
перемещения выбираются цифрами 0 –
9.
(в данном случае на циферке 1 – будет 0,005 мм, на циферке
0 – 200 мм).
Величина
установится для активной оси или для всех осей в том
случае, если эта опция отмечена на вкладке
General Config -> ( Sync Axis
Increments ) – синхронизировать приращения осей.
Активная ось
выбирается кнопками Alt+1,
Alt+2 и т.д.
5) F10
-> General Config
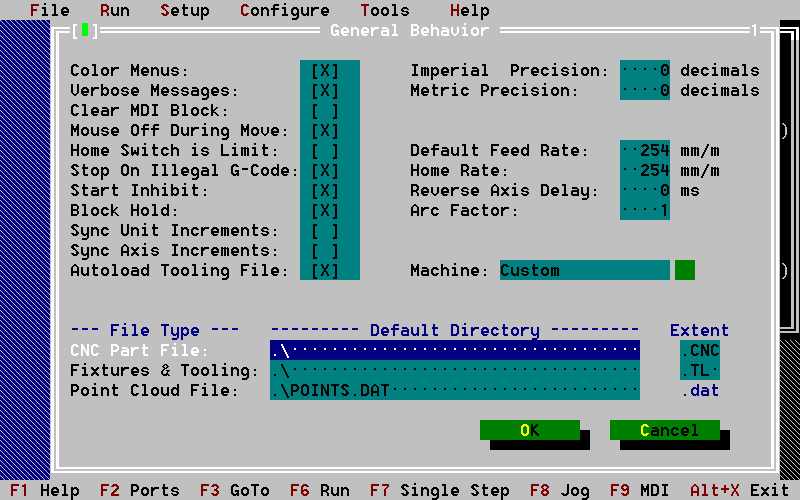
- Home Switch is
Limit – в мануале написано что-то вроде “отметьте, если
концевики начала координат будут использоваться как ограничители.” - Start Inhibit – хм..
переводится как “Начало торможения” и на него можно назначить пин лпт
порта.
вроде как по этому концевику можно переходить на рабочий ход ? - Sync Units Incriment
– синхронизирует количество цифр после запятой при переключении работы между
дюймами и миллиметрами. - Sync Axis Inrements –
описывалось выше – синхронно переключает в наладке приращения всех осей, а не
только активной. - Imperial Precision –
количество знаков после запятой для дюймов. - Metric Precision –
количество знаков после запятой для миллиметров. - Defaut Feed Rate –
скорость подачи по умолчанию. - Home Rate – скорость
при движении в начала координат ( в нули ). - Reverse Axis Delay –
время на реверсирование осей.
Default Directory: тут указываются пути к файлам. Можно указать относительные
пути, если начать строу с точки и левой косой – это будет папка где лежит
turdocnc.exe.
- CNC Part File
- Fixtures and Tooling
- Point Cloud
File
Статья будет дополняться и исправляться по вашим
замечаниям. Я сам со многим ещё не разобрался. Пишите
замечания на форуме или на мыло CrowScout@tut.by. в инете я ,правда, пока
бываю довольно редко.
“