“Выкладываю свой станок на обозрение.
 “
“
“
Нажмите чтобы увеличить.


















“
““
Нажмите чтобы увеличить.
“
“
evilroman
Вот скока у меня есть шаговиков, на валах которых одеты различные шестерёнки от ременной передачи, всё не могу понять, как их одевают, при том никаких дополнительных болтиков нету. Снять их ни разу не удалось. Мож кто знает, как такие шестерёнки можно безболезненно снять с вала двигателя и одеть на другой?
Трудоголик
Нагрей шестеренку газовой горелкой (газовым карандашом), она сама слетит и пока будет горячая, легко оденется на другой вал.
Снимаю и одеваю таким способом не только шестеренки, но и многое другое.
Этот способ называется “горячая посадка” или “посадка на горячую”,
широко применим в машиностроении. Основан на законах физики.
Вспомните школьный опыт: Шарик легко проходивший в кольцо, при
нагревании в это кольцо не проходит. Как только остынет- снова проваливается.
Попробуй нагреть, только не широким пламенем, иначе расплавишь весь двигатель, а узким язычком пламени, например таким вот газовым карандашом, называется ПИРОПЕН.

Master-VRI
надо быстро нагерь шестеренку, чтобы вал не успел нагрется. мы так на работе крупные подшипники снимаем. если будете долго нагревать ничего не получится.
evilroman
Таким газовым пояльничком нагрел – легко слетают шестерёнки.При этом, моторчик лучше перевернуть шестерёнкой вниз, она сама слетает, иначе наоборот – одевается ещё глубже.
Зажигалкой лучше не пытаться – нехватает нагрева и шестерёнка коптится.
box
Я снимаю двумя шлицевыми отверками, нормально снимается. Просто поддеваю шестерню с двух сторон а стержни отверок упираю во фланец движка. Еще ничего так не повредил
Трудоголик
До поры до времени, так можно вал и из ротора двигателя вытащить, он там тоже ничем не крепится.
VVChaif
Зажимаешь эту шайбу в тиски (аккуратно, несильно) двигателем вниз.
И очень аккуратно, несильно с помошью надставки бьешь по валу…
Двигатель освобождается.
алекс_Б
алюминиевую втулку с ШД от 5,25 можно снять так(если она больше ненужна): обжимая с боков тисками – от периодических взаимно-перпендикулярных воздействий внутренний диам втулки увеличится тк вал гораздо тверже. вариант 2 – распилить(защитив от опилок двигатель).
Serge
И бил, и грел, и зажимал,и уговаривал. Взял в конце концов дремель и аккуратно срезал камнем для керамики – 3 минуты и всех дел.
ale2k
Железячники на рынках продают китайскую штуковину под названием “Pencil torch”. Заправляется от балончика для зажигалок. Стоит 4$. Я нею нагревал разные шестерни – снимаются все. Сложнее всего снимался валик с двигателся от 5ти дюймового дисковода.

Master-VRI
короче надо было снять 3 шестерни. предварительно купил китайскую горелку. первая бронзовая нагретая слетела за 15 сек. а вот с двумя стальными оказалось сложнее. нагрев не помогал. и нагревал и стучал, и колотил. нифига. пришлось сделать спец сьемник. т.к. думаю он мне не раз еще пригодится.
“101 совет мастера Самоделкина.
1. Если зенковать ручной дрелью отверстие под потайную головку винта в вязком листовом металле (медь, алюминий, мягкий дюралюминий) толщиной меньше трети диаметра сверла и при этом закрепить деталь струбцинами на пластине из текстолита или твердого дерева, то коническое углубление получится более аккуратным.
2. При нарезании резьбы в мягких металлах (например, в алюминии) следует ограничиться нарезкой резьбы только первым нетчиком. В таком отверстии винт удерживается прочнее.
3. Резьбу после обрезания винта или шпильки будет легко восстановить, если предварительно навинтить на них плашку или гайку. Отрезав или откусив кусачками лишнее, конец резьбовой детали опиливают напильником, а затем свинчивают плашку (гайку) — резьба восстанавливается.
4. Чтобы резьба, нарезанная метчиком в глухом отверстии, была чистой, отверстие следует предварительно заполнить расплавленным парафином и резьбу нарезать, когда он затвердеет.
5. Вымыть посуду, в которой находился керосин, можно известковым молоком: в очищаемый сосуд всыпают немного гашеной извести и, часто взбалтывая, наполняют доверху водой. Через несколько часов содержимое выливают, прополаскивают водой и повторяют все еще раз. Чистка будет быстрее, если в посуду при взбалтывании добавлять крупный песок.
6. Если после работы с керосином, растворителями, краской руки имеют специфический запах, то лучший способ избавиться от него — вымыть руки водой с горчицей.
7. Мелкие шайбы и втулки удобнее рассверливать, аккуратно зажав их в патроне дрели; сверло в этом случае зажимают в тисках. В остальном процесс сверления не отличается от обычного. Этот способ уменьшает вероятность порчи детали.
8. В насечках напильника не будут застревать частицы обрабатываемого металла, если напильник предварительно натереть мелом или древесным углем или смочить спиртом.
9. Просверливаемые в тонком металлическом листе отверстия получатся чище, если, зажимая лист в тисках, подложить под него деревянный брусок.
10. Никелированные поверхности различных предметов можно чистить пеплом от сигарет, насыпав его на влажную тряпочку.
11. Изделия из меди и латуни сохраняют свой блеск, если их тщательно натереть воском.
12. Металлические детали отделки не потеряют блеска, если их покрыть цапонлаком или бесцветным лаком для ногтей.
13. Бронзовые детали можно чистить сырым картофелем или жесткой волосяной щеткой, смоченной горячим уксусом. После этого деталь необходимо протереть мягкой тканью,
14. Освежить поверхность небольших изделий из меди можно, прокипятив их в течение 30 мин в растворе кальцинированной соды (40 г/л).
15. Шасси, изготовленное из алюминия или его сплавов, можно сделать слегка матовым, если обработать в 5 %-ном растворе едкого натра в течение 5 мин. Предварительно шасси тщательно зачищают мелкой шкуркой и промывают в мыльной воде.
16. Освежить алюминиевые шасси, панели и экраны можно, промыв их жесткой волосяной щеткой в теплом водном растворе хозяйственного мыла.
17. Насечки у напильников бывают одинарные и перекрестные (двойные). Для обработки твердых металлов более пригодна перекрестная насечка, для мягких — одинарная.
18. Если деревянные ручки у слесарного инструмента слегка обжечь на огне (до потемнения), то можно предотвратить появление мозолей или водяных пузырей на руках во время обработки металлов (или, по крайней мере, замедлить их образование).
19. Шурупы и гвозди, натертые мылом или смазанные растительным маслом, легче войдут даже в самую твердую древесину.
20. На краю доски не образуется трещина, если древесину в месте забивания гвоздя предварительно уплотнить металлическим пробойником, да и острие гвоздя нелишне полностью сточить.
21. Чтобы при распиловке фанеры поверхность ее не скалывалась и края получались гладкими, нужно смочить лист по линии распила водой.
22. Если длина шурупа меньше толщины детали, которую нужно крепить, шуруп в ней можно “утопить”, просверлив в детали несквозное отверстие по диаметру шляпки шурупа и сквозное — по диаметру самого шурупа.
23. Давно ввернутый в древесину шуруп легче вывернуть, если нагреть его, прижав к шляпке жало электрического паяльника.
24. Трещины, появившиеся на поверхности деревянных футляров, можно замаскировать пчелиным воском, после чего тщательно протереть обработанные места шерстяной тканью.
25. Качество малярной кисти зависит в основном от вида и сорта волоса. Наилучшие делают из свиной хребтовой щетины, второсортные — из смеси щетины и конского волоса, самые низкосортные — из одного конского волоса. Кисти из заменителей — капронового волокна—не могут идти ни в какое сравнение с натуральными.
26. При выборе кисти надо обращать внимание на длину ее рабочей части. Если волос слишком длинный, краску не удастся, ни растушевать, ни, тем более, положить ровным слоем. Кисть с коротким волосом вместо растушевки будет сдирать краску, оставляя следы. Только в том случае, когда длина рабочей части кисти равна се диаметру, упругость волоса и нажим руки уравновешиваются и достигается равномерность нанесения слоя краски.
27. Если кисть изготовлена с длиной волоса, превышающей диаметр пучка, ни в коем случае не нужно обрезать ее. Рабочую часть обычно “укорачивают” путем обвязывания суровыми нитками или шпагатом. Это делает кисть более долговечной. Чтобы обвязка не сползла (кисть будет сужаться к концу, так как внутри рабочей части осталось свободное пространство), необходимо внутрь рабочей части поставить пробку (деревянную или резиновую) такого же диаметра, как и рукоятка, а по высоте такую же, как и предполагаемая обвязка.
28. Изделия и детали из светлой древесины можно “освежить” следующим способом. В чистой посуде растапливают немного белого стеарина (например кусочек свечки) и добавляют к нему такое же количество бензина (соблюдая меры предосторожности — вблизи не должно быть открытого огня), чтобы получилась однородная, не очень густая смесь. Остывшей смесью с помощью тампона из льняной ткани натирают поверхность древесины, а через 2—3 ч полируют ее шерстяной тканью.
29. Густоту приготовленной краски можно оценить, если капнуть на кусок чистого сухого стекла одну каплю краски и поставить стекло, вертикально. Краска нормальной густоты стекает по стеклу на 35—50 мм. Штрихи краски такой густоты, оставляемые кистью, должны полностью растекаться примерно через 10 мин после нанесения.
30. Чтобы масляная краска при хранении не высыхала и чтобы на ней не образовалась пленка, нужно положить на поверхность краски кружок из плотной бумаги и залить его тонким слоем олифы.
31. Лист стеклотекстолита можно расщепить с угла неострым ножом и разделить его на два тонких листа. Такому приему хорошо поддается и фольгированный стеклотекстолит.
32. Слюда после двух термоударов и сушки легко расщепляется на пластинки толщиной до 0,02 мм. Для этого минерал нужно нагреть до 400—600 С, тут же охладить в воде и повторить операцию.
34. При изготовлении и ремонте различной оснастки и инструмента, особенно паяльников, иногда бывает необходимо изогнуть слюду с малым радиусом изгиба. Чтобы слюда стала более эластичной, не ломалась и не крошилась, ее необходимо прокалить, нагрев до светло-желтого цвета, и дать ей медленно остыть.
35. Склеивание разнородных пластмасс, например органического стекла или полистирола с целлулоидом, затруднено тем, что дихлорэтан, являющийся растворителем органического стекла, не растворяет целлулоид, а ацетон не растворяет органическое стекло. Смесь клея, приготовленного на ацетоне, с клеем на дихлорэтане не обеспечивает высокой прочности склеивания. Прочность склеенного стыка, равную прочности склеиваемых материалов, можно получить, если целлулоидную деталь смазать ацетоновым клеем, а деталь из органического стекла или полистирола—дихлорэтановым. После подсыхания клея каждую деталь смазывают еще раз соответствующим клеем и прижимают одну к другой. Окончательную сушку производят 4—6 ч при комнатной температуре.
36. Старым резиновым изделиям можно вернуть мягкость и эластичность, погрузив их на 20—30 мин в слабый раствор нашатырного спирта. Можно погрузить резиновое изделие на 1—2 ч в чистый керосин. При этом следует помнить, что долгое пребывание резины в керосине может не только размягчить ее, но и значительно увеличить в объеме. Размягченную резину нужно промыть в теплой воде с моющим средством и протереть.
37. Продвижение трещины в органическом стекле будет приостановлено, если в конце трещины просверлить отверстие диаметром 2—3 мм.
38.
Из резиновых пробок от пузырьков с лекарствами получаются удобные ножки-амортизаторы для корпусов приборов или станин. Для этого в месте установки сверлят сквозное или глухое отверстие диаметром 12 мм и крепят пробку на трении или с помощью клея.
Возможен другой вариант крепления такой пробки — винтом или шурупом с шайбой. В этом случае пробка прикладывается шляпкой к плоскости корпуса или станины.
39. Круглые стекла можно вырезать, если прикрепить .ролик от стеклореза к одной губке отслужившего свой срок штангенциркуля. Другая губка через шайбу и резиновую подкладку опирается на стекло. Ролик несколько раз прокатывают по кругу, после чего обычным стеклорезом проводят 3—4 касательные, облегчающие скалывание стекла по границам надрезов. Острые кромки зачищают напильником или абразивным камнем под водой (или под струёй воды).
40. “Строптивый” колпачок на тюбике с клеем можно отвернуть с помощью пластмассовой бельевой прищепки. Этой же цели можно добиться, если обернуть колпачок наждачной бумагой или надеть на руки кожаные перчатки.
41. Клей ПВА можно применять для очистки сильно загрязненных грампластинок от пыли. Клей наносят мягкой кистью, марлевым тампоном или губкой на всю рабочую зону пластинки. Поверхность пластинки плохо смачивается клеем, поэтому в процессе высыхания необходимо периодически растирать клей по всей поверхности, добиваясь равномерного покрытия. Через 15—20 мин наносят второй слой клея, и через 20—30 мин на поверхности пластинки образуется эластичная прозрачная пленка. Пленку аккуратно отделяют лезвием бритвы у края пластинки и снимают целиком, со всей поверхности. При этом вместе с пленкой удаляются и все частицы пыли.
39. Склеивание полиэтилена можно производить клеем БФ. Склеиваемые поверхности нужно предварительно тщательно промыть 25%-ным раствором хромового ангидрида, чтобы удалить очень тонкую жирную пленку с поверхности полиэтилена, после чего клей БФ хорошо “схватывает” склеиваемые поверхности.
40. Капрон можно склеивать концентрированными соляной или муравьиной кислотами.
41. Слюду склеивают слабым раствором желатина. Если к прочности склейки предъявляются повышенные требования, то к желатину добавляют хромовые квасцы.
42. Расколотый оселок можно склеить шеллаком, причем соединение не уступит по прочности цельному камню. Прежде всего куски камня необходимо тщательно вычистить и удалить с мест излома все остатки масла, нагревая куски на раскаленном толстом металлическом листе. Все части, которые должны соприкасаться, тщательно посыпают шеллаком и снова нагревают до тех пор, пока шеллак не расплавится и не заполнит поры. Пламя не должно касаться кусков, иначе они могут треснуть в другом месте. По этой же причине их не следует слишком перегревать. Когда шеллак расплавится, куски складывают вместе, прижимают один к другому и зажимают струбциной, пока они не остынут,
43. Хорошую, “тонкую” шпаклевку можно приготовить на водоэмульсионной краске, добавляя в нее мелкопросеянный мел или зубной порошок (можно использовать осадок долго хранившейся краски). Наносить шпаклевку нужно тонким слоем. Удобно использовать для этого металлический шпатель. Стальные изделия можно шпаклевать только после предварительной грунтовки их поверхности, так как водоэмульсионная основа вызывает интенсивную коррозию незащищенной поверхности металла.
44. Грубую, но прочную шпаклевку можно приготовить, замесив алебастр на лаке для покрытия полов.
45. Если в детали требуется пропилить узкий паз (например, шлиц в головке винта), а нет специального инструмента, например шлицовки, подобную операцию можно выполнить с помощью обычной ножовки для металла, несколько доработав ее полотно. Для этого на вращающемся точильном круге с обеих сторон полотна равномерно по всей длине стачивают боковые кромки зубьев до полного исчезновения “развода”. Правильно сточенное полотно должно иметь с обеих сторон ровные блестящие поверхности и толщину со стороны насечки, на 0,1—0,3 мм большую, чем у нерабочей кромки.
46. Удобную чертилку можно сделать из часовой отвертки, в которой рабочая часть заменена отрезком толстой швейной иглы.
47. Чертилка из острозаточенного медного прутка удобна при разметке черных металлов.
48. Чем тверже материал, который нужно сверлить, тем большим должен быть угол заточки сверла: для дерева — 60, для металлов—более 90, для стекла (и твердых сталей)—120°.
49. Если тонкое сверло плохо фиксируется в патроне дрели, нужно намотать на хвостовик сверла медный луженый провод диаметром 0,4—0,6 мм — плотно, виток к витку, в один слой, и пролаять.
50. Фрезу от настольной точилки для карандашей (продается и отдельно от точилки) можно с успехом использовать для расточки больших отверстий в дереве и пластмассе, которые высверливались, например, по циркульному кондуктору (п. 5-12). Для работы ее закрепляют в патроне электродрели.
51. Ролик от стеклореза пригоден для гравировки по стеклу, металлу, пластмассе, если его закрепить в наконечнике бормашины при помощи державки для абразивных дисков или закрепить на оси любого маленького моторчика. При достаточной мощности мотора ролик легко прорезает стекло на большую глубину.
52. Игла от медицинского шприца поможет восстановить шов в труднодоступном месте. Иглу вставляют в отверстие шва снаружи, а обычную швейную иглу изнутри на ощупь упирают в скос на торце медицинской иглы. Швейной иглой выдавливают иглу от шприца и легко протягивают швейную иглу и нитку.
53. При отсутствии микрометра определить диаметр провода можно, намотав на круглый стержень или карандаш несколько десятков витков провода и разделив длину намотки (в миллиметрах) на число витков. При тщательной намотке и достаточной длине ее измерить диаметр провода таким способом можно с точностью до 0.01 мм.
54. Ножи, стамески и другой режущий инструмент легче и быстрее затачиваются, если предварительно опустить лезвие на полчаса в слабый раствор поваренной соли, а брусок слегка смочить керосином.
55. Различные (не слишком летучие) жидкости, расходуемые малыми дозами, удобно держать под рукой в небольших полиэтиленовых флаконах с навинчивающейся пробкой, в которой просверливают или прокалывают маленькое отверстие. Перевернув флакон вниз пробкой и сжав его стенки, выдавливают нужную дозу жидкости, например, для обезжиривания поверхности, для смачивания наждачного бруска или тампона и т. д.
56. Если нужно произвести запрессовку одной детали в другую, причем так, чтобы часть детали выступала на заданную длину, можно воспользоваться технологической (вспомогательной) трубкой. Внутренний диаметр трубки должен соответствовать диаметру запрессовываемой детали, а длина трубки — длине выступающей после запрессовки части детали. Технологическую трубку надевают на запрессовываемую деталь и производят запрессовку в тисках (до упора губки тисков в технологическую трубку).Вместо технологической трубки можно воспользоваться набором шайб подходящего диаметра — так чтобы длина набора была равна длине выступающей части детали.
57. Бытовой пылесос можно применять для очистки аппаратуры от пыли, для отсоса припоя или использовать его как насос. В этих случаях рабочий инструмент соединяют с патрубком пылесоса гибким шлангом диаметром о—10 мм при помощи переходника, изготовленного из резиновой пробки (под диаметр патрубка пылесоса), в которой просверлено отверстие и плотно вставлен отрезок металлической трубки (под диаметр топкого гибкого шланга).
58. Маркировка проводников на печатной плате и на схеме облегчит монтаж, настройку и поиск возможных неисправностей. Номера проводников на печатной плате лучше всего протравливать вместе с проводниками.
59. Удобный скребок для ретуширования нанесенного тушью или нитрокраской рисунка печатной платы получится, если в зажим цангового карандаша вставить кусочек лезвия безопасной бритвы. Хотите работать слегка изогнутым лезвием—выберите цангу с. нечетным числом губок.
60. Если при разработке рисунка печатной платы трудно обойтись без пересечения печатных проводников, то один из проводников разрывают, а на концах разрыва предусматривают контактные площадки с отверстиями в плате. После изготовления печатной платы в отверстия контактных площадок паяют проволочную перемычку.
61. Для нанесения рисунка на плату можно использовать силикатный клей, который затем сушат под лампой 4—5 мин.
62. Вместо краски в качестве защитного слоя при травлении в азотной или соляной кислоте можно воспользоваться раствором канифоли в этиловом спирте. Для высыхания рисунка обычно достаточно 10 мин.
63. Для снятия окисной пленки с фольги и для ее обезжиривания удобно пользоваться чернильной ученической резинкой.
64. Отверстия малого диаметра в тонких платах можно сверлить иглой для швейных машин. При этом у иглы отламывают ушко и затачивают режущие кромки, как у обычного сверла. Работать таким “сверлом” следует при повышенных оборотах патрона дрели.
65. Травление печатных плат в домашних условиях можно производить в полиэтиленовом мешке. Для этого помещают плату в мешок и заливают раствором хлорного железа. Чтобы острыми углами плата не повредила мешок, их закругляют.
Покачивая мешок в процессе травления, перемешивают раствор. Если необходимо травить при повышенной температуре раствора, мешок помещают в сосуд с горячей водой, удерживая за края.
66. Травление печатной платы в концентрированном растворе азотной кислоты занимает от 1 до 5 мин, но требует осторожности. После травления печатную плату тщательно промывают водой с мылом.
67. С двусторонней фольгированной заготовки при выполнении одностороннего печатного монтажа целесообразно снять второй слой фольги (с целью экономии травящего раствора). Для этого лезвием ножа отделяют угол фольги и с помощью пинцета или плоскогубцев снимают весь слой.
68. Время травления платы зависит от интенсивности обмена раствора у поверхности фольги. Поэтому для ускорения травления сосуд следует периодически покачивать.
69. Если подходящего сосуда для травления найти не удается, то можно поступить следующим образом. При отрезании заготовки платы предусматривают припуск 6—8 мм по периметру. После нанесения рисунка на плату по краям заготовки со стороны фольги формируют бортик высотой 10—15 мм из пластилина. В образовавшийся “сосуд” заливают раствор хлорного железа. Сверление отверстий для пайки деталей в этом случае осуществляют после травления.
70. Очистить кювету, в которой многократно проводилось травление, можно с помощью электролита щелочных аккумуляторов: кювету на несколько часов заливают раствором, после чего промывают в проточной воде,
71. Проверка всех элементов перед монтажом гарантирует работоспособность и успешную настройку прибора. Большинство элементов можно проверить обычным тестером, а конденсаторы малой емкости (единицы пикофарад) при отсутствии измерителя емкости—с помощью головных телефонов. Конденсатор, заряженный от источника напряжения, разряжают на сопротивление телефонов и по наличию щелчка в телефонах судят о его годности. Чем больше емкость конденсатора (или напряжение), тем громче будет звук разряда. При такой проверке нужно подавать напряжение не выше номинального для данного типа конденсаторов.
72. Когда нет возможности заменить ту или иную микросхему на идентичную, но есть подходящая по функциональному назначению в другом корпусе, можно изготовить колодку-переходник из фольгированного стеклотекстолита или гетинакса. Микросхему монтируют на колодке-переходнике, а затем переходник соединяют контактными стойками с печатной платой. Контактные стойки изготовляют из отрезков провода диаметром 0,4—0,5 мм.
73. Если в готовой плате не установлены монтажные пистоны, а под рукой их не имеется, то для сохранения печатного монтажа при подборе элементов в необходимых монтажных точках паяют отрезки медного луженого провода диаметром 0,5—0,6 мм, а к ним — подбираемые элементы. По окончании настройки отрезки провода удаляют и паяют подобранный элемент.
74. Электропаяльник пистолетного типа (220 В, 50 Вт) быстрее разогревается, если параллельно выключателю подпаять диод Д226 или Д7Ж. При размыканди контактов выключателя паяльник не выключается, а лишь снижается степень его нагрева. Аналогичный прием можно использовать при работе с любым паяльником, питаемым переменным током. Достаточно вмонтировать микрокнопку в подставку для паяльника и включить параллельно ей диод.
75. Чтобы иметь возможность выдвинуть стержень или заменить его новым в паяльнике ПСН-40 или в другом, аналогичной конструкции, нельзя допускать заклинивания стержня в корпусе паяльника из-за образования окалины. Для этого каждый раз перед включением паяльника необходимо пассатижами поворачивать стержень в корпусе.
76. Вытаскивают пригоревший стержень из корпуса паяльника при помощи несложного приспособления. В стальной планке толщиной 3—4 мм и размером примерно 40Х80 мм сверлят отверстие по диаметру стержня. Планку зажимают в тиски, снимают с кожуха электропаяльника крепежное кольцо со стороны стержня и вставляют стержень в отверстие планки до упора кожуха в планку. Затем, захватив стержень пассатижами (лучше режущей кромкой), клещами или кусачками, вытаскивают его, как гвоздь.
77. Раковины на жале паяльника затрудняют отекание припоя в место пайки, ухудшают тепловой контакт с ним и, следовательно, замедляют процесс пайки. Придавать жалу паяльника нужную форму следует ковкой и лишь немного можно подправить напильником. Наклеп уменьшает интенсивность растворения меди в припое и замедляет образование раковин.
78. Паз (пропил) на жале паяльника дает выигрыш при выполнении некоторых паяльных работ: увеличивается количество припоя, удерживаемого жалом, и облегчается лужение выводов элементов.
79. “Паяльную кислоту” (хлористый цинк) приготовляют путем растворения металлического цинка в соляной кислоте из расчета 412 г/л (при плотности соляной кислоты 1,19 г/см3). Кислоту осторожно и постепенно вливают в посуду с кусочками цинка, причем уровень не должен превышать 3/4 глубины посуды. Окончательное растворение цинка в кислоте определяют по прекращению выделения пузырьков водорода. Полученный раствор хлористого цинка . отстаивают до прозрачности и аккуратно сливают в пузырек.
80. Вместо “паяльной кислоты” можно использовать флюс, составленный из равных частей (по массе) хлористого аммония и глицерина. При этом место пайки не окисляется. Флюс пригоден и для пайки нержавеющей стали.
81. Ацетоно-канифольный флюс не уступает по качеству спирто-канифольному. Он хорошо смачивает поверхность и легко затекает в зазор между паяемыми деталями.- Поэтому при отсутствии спирта можно приготовить флюс и на ацетоне, взяв его в том же относительном количестве. Однако необходимо помнить, что ацетон токсичен и обладает резким неприятным запахом, поэтому работать с таким флюсом можно только при хорошей вентиляции помещения.
82. Хранить жидкий и полужидкий флюс (спирто-канифольный, “паяльную кислоту” и др.) удобно в полиэтиленовой масленке, хоботок которой закрывается специальной пробкой. С помощью такой масленки можно легко и быстро нанести требуемое количество флюса на место пайки. При этом флюс расходуется значительно экономнее, уменьшается испарение его растворителя, пайка получается более чистой и аккуратной.
83. Припаять шарикоподшипник к фланцу можно с помощью припоя ПОС 61 и флюса следующего состава: спирт этиловый— 73 мл, канифоль — 20 г, солянокислый анилин — 5 г, триэтаноламин — 2г. Перед окончательной сборкой узла детали следует обезжирить, после пайки — промыть узел в бензине и подшипник смазать.
82. Для сращивани проводов из сплавов высокого сопротивления (нихром, константан, манганин и др.) можно использовать простой способ, не требующий какого-либо специального инструмента. Провода в месте их соединения зачищают и скручивают. Затем пропускают через них ток такой силы, чтобы место соединения накалилось докрасна. На это место пинцетом кладут кусочек ляписа, который при нагревании расплавляется, в результате чего в месте соединения образуется хороший электрический контакт.
83. Тонкие медные провода можно сваривать в пламени спиртовки или спички. Для этого их зачищают на 20 мм, складывают, аккуратно скручивают и нагревают до тех пор, пока не образуется шарик расплавленного металла, дающий надежный контакт.
84. Лудить алюминиевую поверхность перед пайкой легче, если ее предварительно омеднить. Для этого место пайки зачищают и аккуратно наносят на него две-три капли насыщенного раствора медного купороса. Далее к алюминиевой детали подключают отрицательный полюс источника постоянного тока, а к положительному полюсу присоединяют кусок медной проволоки, конец которой опускают в каплю купороса так, чтобы проволока не касалась алюминия. Через некоторое время ка поверхности детали осядет слой красной меди, который после промывания и сушки лудят обычным способом. В качестве источника тока можно использовать батарейку от карманного фонаря.
85. Тепловой режим маломощных транзисторов можно облегчить, надев на металлический корпус транзистора тор (“баранку”) из спирали, выполненной из медной, латунной или бронзовой проволоки диаметром 0,5—1,0 мм.
86. Хорошим пластинчатым радиатором может быть металлический корпус устройства или его внутренние перегородки.
87. Ровность контактной площадки проверяют, смазав ее каким-либо красителем и приложив основание транзистора, который будут крепить. Выступающие участки площадки окрасят донышко корпуса транзистора.
88. Для обеспечения хорошего теплового контакта необходимо поверхность транзистора, прилегающую к радиатору, смазать невысыхающей смазкой, например силиконовой. Это позволит снизить тепловое сопротивление контакта в полтора-два раза.
89. Переднюю панель акустической системы можно задрапировать сетчатым синтетическим материалом, используемым при шитье плащей “болонья”. Его можно окрашивать нитроэмалью.
90. Следы мух на шкалах, панелях и других деталях очень трудно удалить бензином, спиртом и другими растворителями. В то же время эти пятна бесследно исчезают, если протереть загрязненные места тряпочкой или ватой, смоченной слюной.
91. Если, перед тем как вывинчивать залитый краской винт, прогреть его головку мощным паяльником, краска размягчается, что позволяет вывернуть
винт, не опасаясь испортить шлиц на его головке. Помогают в аналогичной ситуации и несколько капель ацетона или ватный тампон, смоченный ацетоном или растворителем и положенный на головку винта или гайку на некоторое время.
92. Извлечь металлические ферромагнитные опилки из зазора магнитной системы динамического громкоговорителя можно, если залить зазор резиновым клеем. После высыхания клея его пленка вместе с опилками легко удаляется пинцетом. Если требуется, операцию повторяют.
93. Чистить коллектор электродвигателя лучше всего обыкновенной школьной резинкой для стирания чернил, так как даже самая мелкозернистая шкурка или пемза оставляют царапины. Чистку производят следующим образом. Бензином смывают грязь и масло с коллектора и сушат его. Затем прижимают резинку к коллектору, как электрощетку, а ротор поворачивают. После получения блестящей поверхности коллектор промывают чистым бензином.
94. При намотке катушки индуктивности проводом в эмалевой изоляции необходимо учитывать, что загрязненность рук может значительно снизить добротность катушки, поэтому провод при намотке следует придерживать через лоскут хлопчатобумажной ткани. Еще лучше производить намотку в тонких хлопчатобумажных перчатках.
95. Чтобы предупредить образование “барашков” на проводе, нужно перед намоткой катушки надеть на провод полихлорвиниловую трубку диаметром 4—5 и длиной 100—150 мм. Под тяжестью трубки обмоточный провод натягивается, что не дает ему скручиваться и в то же время не мешает намотке.
96. Для экранирования контурных катушек, высокочастотных трансформаторов и дросселей можно использовать корпуса от неисправных стартеров для ламп дневного света. Через отверстие в донышке можно вести подстройку катушки индуктивности.
97. На частотах выше 10 МГц хороший экранирующий эффект дает медная пленка толщиной всего 0,1 мм, поэтому для этих частот экран можно спаять из фольгированного изоляционного материала.
98. Для фиксации положения карбонильных сердечников в катушке можно использовать полоску из полиэтиленовой пленки подходящей толщины, опустив ее в каркас перед ввинчиванием сердечника. Пленка заполнит зазор в резьбе и не позволит сердечнику самопроизвольно перемещаться.
99. Потери в развязывающей RС-цепи существенно уменьшатся, если резистор заменить полупроводниковым диодом.
100. Если нужно разрядить электролитический конденсатор большой емкости, не следует производить короткое замыкание, так как может нарушиться внутренний контакт вывода. Разряжать конденсатор нужно через резистор, выбирая его сопротивление R таким, чтобы время разряда было около одной секунды, т. е. R≈ “200/С (сопротивление в килоомах, емкость в микрофарадах).
101. ДЕСЯТЬ СОВЕТОВ В ОДНОМ СОВЕТЕ.
Я обещал тебе сто один совет. Сто ты уже прочел, а сто первый вот:
Не думай, что, изучив даже тысячу советов, можно считать себя мастером. Только опыт, терпение и упорство научат тебя ремеслу.
Трудности и неудачи известны даже самым великим мастерам. И главная разница между плохим и хорошим мастером в том, что плохой отступает перед неудачами, а хороший заставляет неудачи отступать перед своей волей.
Не берись строить гоночный автомобиль, прежде чем не научишься собирать и разбирать велосипедный моторчик.
Приучайся работать споро, но не торопливо.
Плохим инструментом ничего хорошего не сотворишь.
У хорошего мастера могут быть всякие недостатки, только неаккуратным он быть не может.
Всякую вещь можно укоротить, но не всякую удается удлинить. Не спеши!
Лучшая работа—чистая работа.
Не прячь свои “производственные секреты” от друзей.
Всегда сперва думай, а потом действуй. И никогда не действуй прежде, чем подумаешь.
Желаю тебе удачи!
Сканировал, распознавал и редактировал Н.Филенко “
“Дублирование печатных плат – сканированием.
Зачастую при повторении конструкций радиолюбитель сталкивается с проблемой дублирования печатных плат. Часто бывает так, что есть конструкция, а рисунка печатной платы не сохранилось. Фотографировать довольно сложно, другие способы тоже не менее трудоемки. Предлагаю простой и надежный способ получения рисунка печатной платы. Просто аккуратно положите плату на стол планшетного сканера и отсканируйте ее. Получится нечто похожее на рисунок.
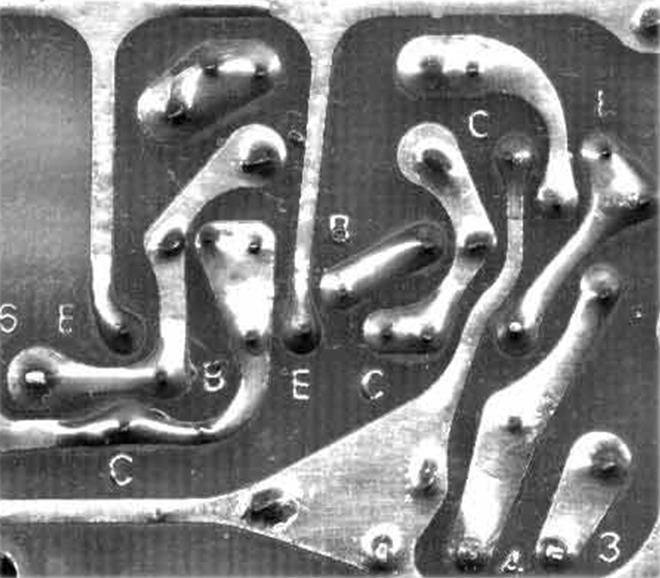
Теперь можно обвести контуры проводников и наметить отверстия.
Надеюсь способ поможет радиолюбителям не только просто повторять ранее сделанные конструкции, но и более полно готовить описания своих разработок.
Всего вам доброго!
Н.Филенко
“
“Интегральный стабилизатор напряжения LM317
Порой стабилизированный источник
питания с регулируемым выходным напряжением бывает, ох, как, необходим. Круг, решаемых
таким стабилизатором проблем, – достаточно широк: тут и питание напряжением 3…9
В различных дисководов, камкодеров, бытовой техники и др. от, например, автомобильной
аккумуляторной батареи напряжением 12…15 В. На деле, стабилизатор может быть установлен
на любое напряжение от 3 до 38 В. В этой статье не даётся подробных рецептов для
каждого случая применения – информация обобщённая, но приведённое нужно иметь в
виду, применяя интегральный стабилизатор LM-317.
Входное напряжение и мощность рассеяния
Входное напряжение для интегрального
стабилизатора (ИС) должно быть минимум на 2 В больше выходного и не превышать
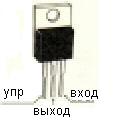
40 В. ИС LM-317 рассчитана на нормальную оптимальную (долговременную)
эксплуатацию при токе в 1,5 А (для корпуса ТО-220, показанного на рисунке).
Мощность рассеяния, выделяемая в виде тепла, может ограничить выходной ток до меньшего
значения (если нет эффективного теплоотвода – UA9LAQ).
Рассеиваемая на ИС мощность может быть рассчитана как разность между входным и выходным
напряжениями ИС в вольтах, умноженная на выходной ток стабилизатора в амперах. Максимальное
разрешённое рассеивание мощности при комнатной температуре
Если используется радиатор,
то не забудьте изолировать “язычок” ИС или радиатор целиком от шасси (“земли”, общего
провода). Хорошей практикой является и использование теплопроводной пасты
(КПТ), которая помещается между металлическим “язычком” ИС LM-317
и теплоотводом. Пример: входное напряжение ИС составляет 24 В, а выходное – 9 В,
разница составляет 15 В. Если ток, потребляемый от стабилизатора составляет 0,1
А, то рассеиваемая мощность составит: 15 В х 0,1 А = 1,5 Вт. В этом случае, небольшой
радиатор ИС не помешает.
Выбираем
сопротивления резисторов
Для правильной
работы ИС сумма сопротивлений резисторов R1 и R3 должна иметь такое
значение, которое бы обеспечивало ток примерно 8 мА (0,008 А) при необходимом
выходном стабилизированном напряжении (Vo).
Разделите величину необходимого выходного напряжения Vo на 0,008, чтобы
получить суммарный номинал резисторов R1, R2 и R3. Этот номинал не очень критичен и обеспечит
(при приведённом расчёте) максимальное значение сопротивлений резисторов.
Значение тока в 8 мА (0,008 А) – идеально, но может быть и выше (например, 10 мА),
если необходимо согласовать этот ток с имеющимися в наличии номиналами резисторов.
R1 + R2 + R3 = Vo/0.008
Значение сопротивления потенциометра (R2) зависит от желаемого диапазона выходных напряжений стабилизатора. Чаще всего,
сопротивление потенциометра составляет 10% от суммы сопротивлений резисторов R1
и R2. Поскольку, приведённая здесь информация носит обобщённый характер, то
сопротивление потенциометра и постоянных резисторов может быть уточнено экспериментально.
Выходное напряжение стабилизатора (Vo) есть функция от соотношения сопротивлений
резисторов R1 и R3. Переменный резистор R2 используется для установки желаемого выходного напряжения стабилизации. Чтобы
рассчитать примерные значения сопротивлений резисторов R1
и R3, воспользуйтесь формулой: Vo = 1.25 (1 + R1/R3). Стандартные значения ряда
сопротивлений резисторов можно использовать в стабилизаторе с фиксированным выходным
напряжением или с переключением напряжения ступенями. Следует пользоваться номиналами
резисторов, ближайшими к расчётным. С помощью R2 производится точная установка выходного
напряжения (точного соотношения сопротивлений) стабилизатора. При большом диапазоне
установки выходного напряжения, соответственно, увеличивается сопротивление потенциометра
и уменьшаются на эту же величину сопротивления постоянных резисторов.
Конструкция
Расположение
деталей некритично, но для хорошей температурной стабильности, необходимо применять
соответствующие типы резисторов. Также старайтесь располагать их как можно дальше
от источников тепла. Общая стабильность выходного напряжения складывается из многих
переменных, но, обычно, не превышает 0,25% после прогрева.
Защита
и стабилизация
Диод D1 и конденсатор С2 могут отсутствовать.
Диод защищает микросхему от обратных напряжений, которые могут возникать в некоторых
электронных схемах. Конденсатор С2 немного замедляет реакцию микросхемы на изменения
напряжения, но и уменьшает возможность наводок, при расположении стабилизатора в
местах с сильными электромагнитными полями. Для упрощения схемы, резистор R2 может быть изъят, при этом, резистор R1 соединяется непосредственно с R3, а точка их соединения подключается
к управляющему электроду LM-317. Постоянные резисторы стандартных номиналов, однако, ограничивают возможности
ИС.
Детали
Возможности
ИС по току, как было отмечено выше, ограничены 1,5 амперами. ИС, рассчитанные на
большие токи, также выпускаются и продаются, работают они таким же образом, как
и LM-317. Корпус ИС может быть другим,
чтобы лучше отводить тепло при больших токах. LM-350 рассчитана на ток 3 А, а LM-338 – на 5 А. Данные по ним, как
и по LM-317 можно найти на сайте
National Semiconductor:
http://www.national.com/catalog/AnalogRegulators_LinearRegulatorsStandardNPN_PositiveVoltageAdjustable.html
Спецификация на детали
LM317(LM317AT-ND), стабилизатор
с регулируемым выходным напряжением в цепи положительного полюса (расположение выводов
смотрите на рисунке)
D1 – 1N4002, 1 A,
200 В, (соблюдайте полярность при установке)
R1, R3 – Точные значения
сопротивлений могут быть получены расчётным путём. Для большей стабильности использованы
прецизионные проволочные резисторы. Если точность и стабильность получаемого напряжения
Вас удовлетворяют, можно использовать резисторы других типов.
R2 – подстроечный резистор, например, типа Bourns
3059P, номинал зависит от диапазона перестройки и величины выходного напряжения
Vo (см. расчёт). Примечание: в качестве переменного
резистора можно применить и недорогие их типы с небольшой потерей в стабильности
и удобстве настройки.
Радиатор: хорошим источником радиаторов является “сдохший” компьютерный
монитор. Размер радиаторов зависит
от нагрева ИС, тока нагрузки и температуры внутри корпуса БП с ИС. У тех же производителей
можно “разжиться” теплопроводной пастой.
“

“
Трудоголик
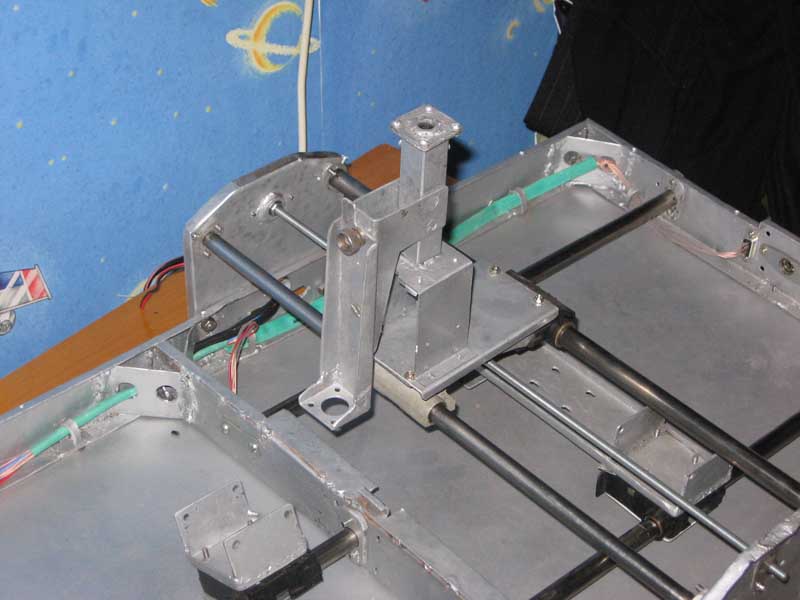
РЕчь не о изготовлении мебели, а об изготовлении станков из мебели

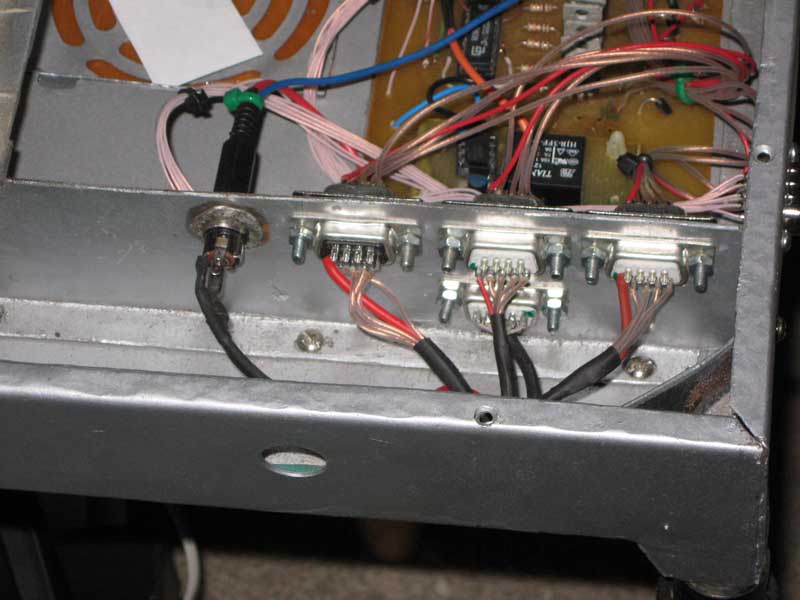
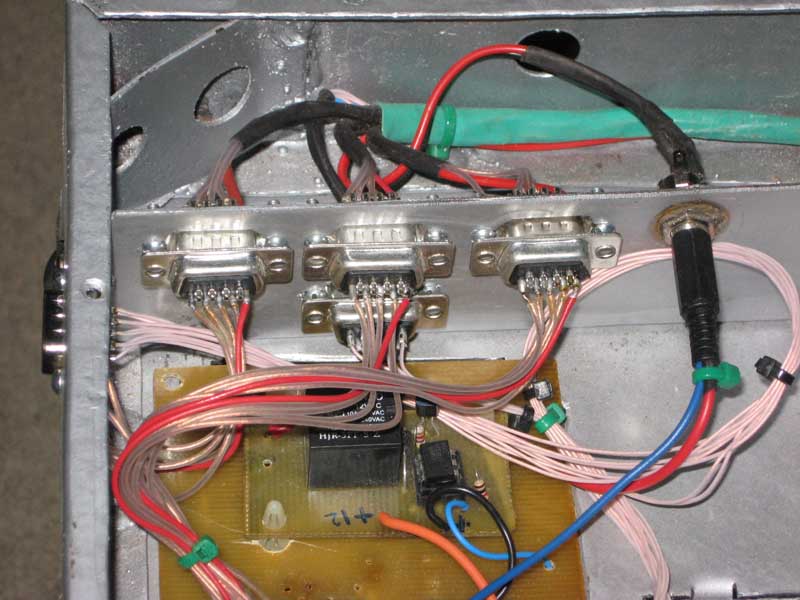
НА фото станина моего будущего станка, изготовленная из старых дверок шкафа и мебельных направляющих.
Ниша предназначена для установки материнской платы, блоков питания, небольшого(4 гига( винчестера и контроллера станка,
а также какую то часть будет занимать двигатель стола. Благодаря двум плитам основания, вертикальной плиты, на которой
закреплены направляющие оси Х и верхней крышке, конструкция получилась очень прочной.
Размер стола 340х440 мм, Длина детали не ограничена( с опорами).
Просвет над столом 90 мм.
Размер станка: Ширина 380, длина 440 мм, высота 350 мм.
назначение: Фрезеровка по пластику, МДФ, эбониту, сверление.
Бытует такое мнение:
Решение постое, недорогое и эффективное, но только на несколько десятков часов эксплуатацтии станка.
Причина проста, эти направляющие изготовлены из мягкой стали,
и чаще всего оцинкованы для улучшения внешнего вида, иногда хромированы.
Через несколько десятков движений покрытие в местах трения слезает и появляется
люфт и погрешности.Как только покрытие слезло – начинается интенсивный износ металла.
Если направляющие не подвержены большим статическим и тем более ударным нагрузкам,
то прослужат некоторое время, но если использовать их с фрезером – скоро разболтаются.
роман_столяр
Я вам скажу, есть у этих напрвляющих один недостаток, они очень нелюбят пыль,
там смазка в сочетании с пылью заклинивает шарики, это я как производитель мебели знаю.
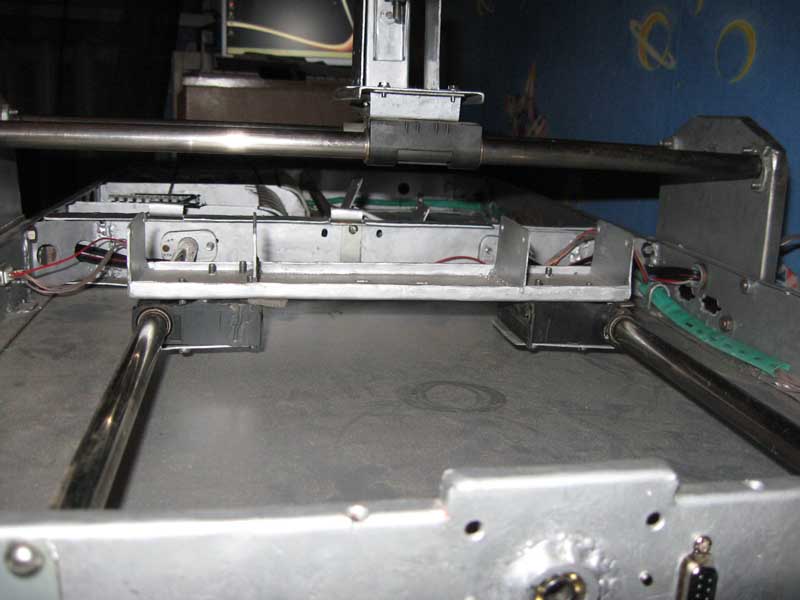
Трудоголик
Любые смазанные направляющие “притягивают” пыль и потом клинят. Установил в вертикальное направление, сверху сделал щиток из ПХВ уголка,
и наверное, применю фартук, как сделал в первом своем станке(тема фото станков).
Вопрос как производителю мебели, сколько примерно будет стоить такая конструкция, если заказывть у настоящего мастера?
Kulibin
Приобрел мебельные направляющие, Что за смазка на них такая? очень сильно липучая,
руки мылом мыл плохо смывается, вот пытаюсь от нее избавится, и смазать нормальной.
Поменял на одной смазку со стандартной на простую, стала легче двигаться.
Направляющие, как у Трудоголика только телескопические, одну секцию выкинул,
а то большой люфт получается.
Трудоголик
У меня были такие же , трехсекционные, как их называют – “полного выдвижения”,
я тоже разобрал и переделал. Люфт все равно большой, обнаружилось при вертикальной установке,
пришлось со стороны боковин распирать направляющие регулировочными винтами.
С внутренней стороны столешница давит, с другой винты, ввернутые в боковины.
Теперь люфта практически нет. А смазку я тоже поменял, липучая, зараза
demis

Вот мой первый станочек на мебельных направляющих. Так сказать на скорую руку ,
делал из того, что под рукой было. Следующий будет попрочнее. Работает замечательно для первого раза
Точность в пределах разумного.
Трудоголик
Вот на фото два типа направляющих, две вверху, длина 350 мм, длина сепаратора около 90 мм, эти направляющие очень слабые и нежные, цена у нас 50 руб пара.
Внизу – разобранная 3-х секуционная “телескопическая” направляющая, широкая часть и ее сепараторы в средине. Длина этой части 450 мм ширина 50 мм.
Я использую только внутреннюю и среднюю части, они не разобраны в нижней части фото,
Их длина 450, длина сепаратора около 190 мм, шарики диаметром 5 мм, оптимальный ход – 380- 400 мм.
Полугодовой отчет об эксплуатации станка.
Сегодня ровно полгода как станок был сдан в интенсивную эксплуатацию.
Специально заехал к пользователю, узнать, что и как. В общем результат порадовал, за это время обработано более 300 заготовок из дерева,
фанеры и ДСП, в основном делались 4 узора (кельтские орнаменты) конической фрезой диаметром 6 мм.
Никаких расшатываний каркаса не произошло, чего не скажешь о направляющих, стал заметен небольшой люфт, и в конце концов несколько заготовок оказались испорчены.
Потом владелец догадался поджать направляющие и работа стала нормальной.
Владелец высказал мне свое “ФА” по поводу смазки, она сразу же облипла пылью и заклинила направляющие стола.
В общем она была полностью удалена, после чего торможений не наблюдалось:)
Так что ожидаемые претензии к направляющим подтвердились не совсем. Для коммерческих нагрузок направляющие слабенькие,
а для хоббийного применения (чтобы побаловаться, похвастаться и порадовать себя) вполне подходят.
“